- Página de inicio
- >
máquina de ensamblaje de células cilíndricas
- >
bobinadora cilíndrica
- >
Máquina automática de bobinado de celdas cilíndricas para 21700 y 26650 | TOB-3270Y-26
Categorías
Productos calientes







Loading...




Máquina automática de bobinado de celdas cilíndricas para 21700 y 26650 | TOB-3270Y-26
Marca de fábrica:
TOB NEW ENERGYArtículo No.:
TOB-3270Y-26orden (moq):
1Pago:
L/C,T/Torigen del producto:
ChinaPuerto de embarque:
xiamen
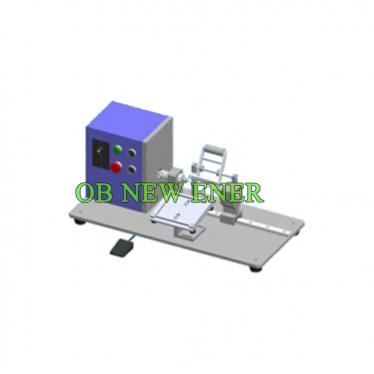
TOB-3270Y-26 Máquina automática de bobinado de celdas de batería cilíndricas para producción de 21700 y 26650
Descripción general del producto y aplicaciones ideales
Una máquina de bobinado de celdas cilíndricas toma tiras continuas de electrodo de cátodo, electrodo de ánodo y separador, y las bobina bajo una tensión controlada en un jellyroll preciso: el núcleo de cada batería cilíndrica de ion-litio. La TOB-3270Y-26 es una bobinadora totalmente automática diseñada específicamente para formatos de celdas 21700 y 26650, que maneja anchos de electrodo de 30 mm a 68 mm y produce celdas terminadas con un rango de diámetro exterior de φ18–φ21 mm. Realiza la secuencia completa de bobinado: desenrollado activo, control de tensión, eliminación de polvo, corrección de alineación de bordes, bobinado, aplicación de cinta de terminación, estampado de pestañas, corte automático, detección de cortocircuitos y clasificación de celdas buenas frente a defectuosas, en un único ciclo continuo supervisado por el operador.
El mecanismo central de bobinado de la máquina utiliza una mesa giratoria accionada por servo con múltiples estaciones, cada una equipada con un conjunto de agujas de bobinado. El diseño de aguja doble dividida y extracción de un solo lado permite retirar la aguja del jellyroll terminado sin alterar las capas firmemente bobinadas, lo que constituye uno de los factores clave que permite una alta velocidad de bobinado y bajas tasas de rechazo. El cambio de aguja, necesario al cambiar entre formatos de celdas, tarda menos de cinco minutos, minimizando el tiempo de inactividad en un entorno de producción.
Ideal para:
- Fabricantes de baterías de ion-litio que producen celdas cilíndricas 21700 o 26650 para vehículos eléctricos, sistemas de almacenamiento de energía, herramientas eléctricas y movilidad eléctrica.
- Líneas piloto que escalan desde el bobinado semiautomático hasta una estación de bobinado totalmente automatizada y trazable con clasificación integrada de defectos.
- Fabricantes por contrato que requieren cambios rápidos de formato (diámetro exterior, ancho) sin largos procesos de reajuste mecánico.
- Cualquier línea de producción que actualmente tenga problemas con una alineación inconsistente del jellyroll, arrugas del separador o altas tasas de rechazos por cortocircuitos debido al bobinado manual o semiautomático.
Dónde encaja esta máquina en la fabricación de celdas cilíndricas
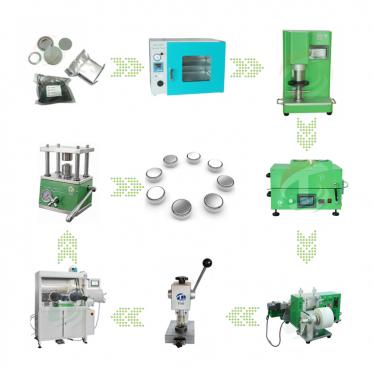
La TOB-3270Y-26 opera en la etapa de ensamblaje de celdas, ubicada después del recubrimiento de electrodos, calandrado y corte longitudinal, y antes del llenado de electrolito y engarzado. El flujo del proceso en una línea típica de producción de celdas cilíndricas es:
● Preparación de electrodos– Las láminas de cátodo y ánodo se recubren, secan, calandran y cortan al ancho requerido. Las pestañas se sueldan en posiciones predeterminadas a lo largo de la tira.
●Bobinado (función de la TOB-3270Y-26)– Las tiras de electrodos cortadas y el separador se introducen en la bobinadora. La máquina los bobina formando un jellyroll preciso, aplica cinta de terminación, estampa las posiciones de las pestañas si es necesario y realiza una prueba de cortocircuito en línea.
●Inserción y soldadura de pestañas– El jellyroll se inserta en la carcasa cilíndrica. La pestaña del cátodo se suelda a la tapa o a la carcasa, y la pestaña del ánodo se suelda al fondo de la carcasa o a un dispositivo de interrupción de corriente.
●Llenado de electrolito y sellado– La carcasa se llena con electrolito en un entorno de vacío o atmósfera inerte, y la tapa se engarza o se suelda con láser.
●Formación y envejecimiento– La celda sellada se somete a ciclos iniciales de carga y descarga para formar la SEI y estabilizar la capacidad.
El paso de bobinado es especialmente exigente porque combina movimiento mecánico de alta velocidad con requisitos de alineación a nivel micrométrico. Un jellyroll desalineado, donde el cátodo y el ánodo no están perfectamente centrados respecto al separador, puede provocar cortocircuitos internos, reducción de capacidad o una disminución acelerada de capacidad. La precisión de alineación de la TOB-3270Y-26 de ±0.3 mm tanto para el separador como para los bordes de los electrodos aborda directamente este riesgo.
Flujo y manipulación de materiales:
●Los rollos de electrodos de cátodo y ánodo (diámetro interior φ76.2 mm, diámetro exterior de hasta φ400 mm) se cargan en husillos de desenrollado activo. Cada husillo está equipado con un sistema de control de tensión mediante válvulas proporcionales, permitiendo ajustar la tensión por segmentos (por ejemplo, menor tensión durante el bobinado inicial y mayor tensión durante las capas finales).
●Los rollos de separador (diámetro interior φ76.2 mm, diámetro exterior de hasta φ300 mm, espesor 0.015–0.030 mm) se alimentan desde una estación de desenrollado independiente con corrección integral de posición de borde.
●Después del bobinado, se aplica una cinta de terminación (diámetro interior φ76.2 mm, diámetro exterior de hasta φ150 mm, ancho 20–60 mm) mediante un mecanismo de pasta por rodillo que evita pliegues o arrugas.
●Un brazo manipulador retira el jellyroll terminado y lo coloca en una cinta transportadora, que transporta las celdas buenas a la mesa de recogida y desvía las celdas con cortocircuito a un contenedor de rechazo.

Cómo funciona la máquina automática de bobinado
●Mecanismo de bobinado y mesa giratoria
El núcleo de la máquina es una mesa giratoria accionada por servo que se posiciona entre múltiples estaciones. Cada estación sostiene un conjunto de agujas de bobinado: el mandril alrededor del cual se enrollan el electrodo y el separador. La mesa es accionada por un servomotor acoplado a un divisor mecánico (indexador de leva), que proporciona la alta precisión de posicionamiento y repetibilidad necesarias para obtener dimensiones consistentes del jellyroll.
La aguja de bobinado en sí tiene un diseño de aguja doble de dos mitades. Dos agujas semicilíndricas se acoplan entre sí para formar un mandril cilíndrico completo. Cuando el bobinado termina, una mitad de la aguja se extrae por un lado, dejando que el rollo de gelatina se retire sin arrastrar ni alterar las capas más internas. Este método de extracción por un solo lado es más rápido y causa menos daños que los diseños anteriores, que requerían retirar ambas mitades simultáneamente desde lados opuestos.
●Desbobinado, control de tensión y corrección de desviación
Cada una de las tres alimentaciones de material—electrodo de cátodo, electrodo de ánodo y separador—tiene su propio motor de desbobinado activo, sensor de tensión y actuador de tensión controlado por válvula proporcional. La máquina puede programarse con un perfil de tensión segmentado: por ejemplo, una tensión más baja durante las primeras vueltas para adaptarse a la curvatura inicial alrededor de la aguja de pequeño diámetro, y luego aumentar gradualmente la tensión para garantizar un rollo de gelatina compacto y sin huecos.
Un sistema integral de corrección de posición de borde utiliza sensores de detección del borde del material para mantener cada tira centrada dentro de ±0,3 mm. Si el borde de un electrodo comienza a desviarse debido a una ligera desalineación en el rollo de suministro, el mecanismo de corrección ajusta en tiempo real la posición lateral de los rodillos guía. Esta estrategia de control de “corrección integral” acumula la señal de error con el tiempo, permitiendo una respuesta más rápida y precisa que una corrección proporcional simple, algo importante a las altas velocidades lineales que esta máquina puede alcanzar.
●Eliminación de polvo, cinta de terminación y estampado
Al final de cada trayectoria de desbobinado del electrodo, justo antes de que el material entre en la zona de bobinado, un dispositivo de eliminación de polvo (normalmente un cepillo asistido por vacío o un eliminador electrostático) elimina las partículas sueltas de la superficie del electrodo. Este paso es fundamental para evitar la contaminación por partículas que puede causar cortocircuitos internos.
Una vez alcanzado el número preestablecido de vueltas (según el diseño de la celda), la cinta de terminación se aplica automáticamente. El mecanismo de aplicación de cinta utiliza un movimiento de pegado mediante rodillo, donde un rodillo presiona la cinta sobre la superficie exterior del rollo de gelatina mientras gira, garantizando un acabado liso y sin arrugas. A continuación, un mecanismo de estampado marca las posiciones de las pestañas o codifica la celda si es necesario, y un cortador automático separa las tiras del electrodo y del separador.
●Detección de cortocircuitos y clasificación
El rollo de gelatina terminado se transfiere a una estación de prueba de cortocircuitos. Allí, unas sondas hacen contacto con los terminales del cátodo y del ánodo y aplican un voltaje de prueba. El circuito de detección integrado mide la resistencia de aislamiento (o la corriente de fuga) y la compara con un umbral. Las celdas que fallan la prueba—lo que indica un cortocircuito interno, normalmente causado por una partícula metálica o un borde de electrodo desalineado—se rechazan automáticamente en un contenedor separado. Las celdas buenas se transportan a la mesa de recogida. La incorporación de una cubierta protectora sobre la estación de prueba mejora la seguridad del operador y evita que el ruido eléctrico externo interfiera con la medición.
●Interfaz hombre-máquina y controles
La máquina se controla mediante un panel HMI deslizante, que puede reposicionarse para facilitar el acceso durante la operación y el mantenimiento. La interfaz muestra los parámetros de bobinado (tensión, velocidad, conteo de vueltas, estado de alineación), estadísticas de producción y diagnósticos de fallos. Las recetas para diferentes formatos de celda pueden almacenarse y recuperarse, reduciendo el tiempo de cambio. El armario eléctrico está ubicado en el lado derecho de la bobinadora, colocado de manera que no obstruya el acceso del operador al área de troquelado ni al proceso posterior.
 |
 |
Principales ventajas de ingeniería de la TOB-3270Y-26
●Mesa rotativa accionada por servomotor con divisor para precisión a alta velocidad
La combinación de un servomotor y un divisor de leva mecánica garantiza que cada estación de bobinado se posicione con una repetibilidad exacta. Esto elimina los errores acumulativos de posicionamiento que pueden producirse con una indexación accionada únicamente por servomotor, al tiempo que permite un ajuste flexible de la velocidad. El resultado es una plataforma de bobinado capaz de mantener un alto rendimiento sin sacrificar la uniformidad del rollo de gelatina.
●Extracción de un solo lado con aguja doble de dos mitades: ciclo más rápido, menos daños
El método de extracción por un solo lado retira una mitad de la aguja mientras el rollo de gelatina está sostenido por la otra mitad, que luego se desliza hacia fuera con una fricción mínima. Este diseño reduce el riesgo de delaminación en la capa más interna, una causa común de pérdida inicial de capacidad. Además, el cambio de aguja entre formatos (por ejemplo, de un diámetro de 18 mm a 21 mm) tarda menos de cinco minutos, reduciendo significativamente el tiempo de inactividad en entornos de producción con múltiples formatos.
●Control de tensión segmentado con válvulas proporcionales
La tensión de bobinado no es un parámetro que se “configura una vez y se olvida”. La TOB-3270Y-26 permite programar la tensión en múltiples segmentos: tensión baja para las vueltas iniciales, aumento progresivo hasta una tensión mayor para las capas principales y una tensión final para las vueltas exteriores. Esto imita el perfil de tensión que aplicaría un operador manual experimentado, pero con precisión digital y una repetibilidad del 100 %. Las válvulas proporcionales responden rápidamente a los cambios de tensión ordenados por el PLC, manteniendo la tensión establecida dentro de límites estrechos incluso cuando cambia el diámetro del rollo en los carretes de desbobinado.
●Corrección integral de posición del borde: precisión de alineación de ±0,3 mm
El separador y ambos electrodos se alinean entre sí con una precisión de ±0,3 mm, que es el estándar de referencia de la industria para celdas cilíndricas. El algoritmo de control integral y la detección del borde del material proporcionan una corrección más rápida que los controladores PID más simples, lo que resulta especialmente valioso al procesar tiras de electrodo que pueden presentar ligeras ondulaciones o curvaturas debido al proceso de corte.
●Detección de cortocircuitos en línea con clasificación automática
Cada rollo de gelatina se prueba para detectar cortocircuitos internos antes de salir de la máquina. Las celdas que pasan se transportan a la mesa de recogida; las que fallan se rechazan automáticamente. Esta inspección del 100 % proporciona información inmediata sobre la calidad del bobinado y evita que las celdas defectuosas avancen al llenado de electrolito, donde un cortocircuito podría provocar un incendio durante la formación. La cubierta protectora sobre la estación de prueba también protege la medición frente a interferencias electromagnéticas generadas por los accionamientos servo.
●Diseño compacto totalmente protegido con HMI deslizante
La superficie ocupada por la máquina (L2400 × A1500 × H2100 mm) es relativamente compacta para una bobinadora totalmente automática, gracias a la disposición vertical de los husillos de desbobinado y la mesa rotativa. Todas las piezas móviles están cubiertas por protecciones, y el panel HMI se desliza por un riel para un acceso ergonómico. El armario eléctrico está ubicado en el lado derecho, alejado del área de troquelado, por lo que no interfiere con el operador ni con el equipo posterior.
●Cambio rápido de formato: cinco minutos para el reemplazo de la aguja
La gama de productos cubre diámetros exteriores φ18–φ21 mm y anchos de 30–65 mm. Cambiar entre productos dentro de este rango solo requiere intercambiar el conjunto de clips (las guías que determinan el ancho del rollo de gelatina) y ajustar el diámetro de la aguja mediante las recetas almacenadas en la HMI. El diseño mecánico del sistema de sujeción de la aguja permite cambiar las agujas en menos de cinco minutos, según lo verificado en las pruebas de aceptación en fábrica.
Especificaciones de materiales requeridas para la máquina
La siguiente tabla especifica las dimensiones y tolerancias de los materiales que la TOB-3270Y-26 está diseñada para procesar. Todos los valores están en milímetros salvo que se indique lo contrario.
| Material | Diámetro interior | Diámetro exterior | Ancho | Espesor |
| Electrodo de cátodo | φ76.2 | ≤φ400 | 30–68 | 0.1–0.2 mm |
| Electrodo de ánodo | φ76.2 | ≤φ400 | 30–68 | 0.1–0.2 mm |
| Separador | φ76.2 | ≤φ300 | 32–70 | 0.015–0.030 mm |
| Cinta de terminación | φ76.2 | ≤φ150 | 20–60 | 0.02–0.05 mm |
Requisitos adicionales de materiales:
- El número de pestañas en una sola lámina de electrodo no deberá superar las 2 unidades.
- Se recomienda que la pestaña adopte un proceso de soldadura pasante, con una longitud expuesta inferior a 25 mm.
- La entrada primero del cátodo y la entrada primero del ánodo pueden configurarse libremente modificando los parámetros.
- El recubrimiento del electrodo deberá ser uniforme; la longitud y la posición deberán estar bien controladas; la ondulación después del laminado deberá ser inferior a 1 mm; la curvatura serpenteante deberá ser inferior a 0.3 mm por cada 1000 mm (para no afectar la precisión del bobinado).
- El electrodo debe cortarse de forma continua; el error de ancho deberá ser inferior a ±0.05 mm; el material no deberá presentar un bobinado evidente en forma de torre (no más de ±1 mm); la tensión de bobinado deberá ser uniforme.
- Las pestañas deben estar planas, evitando doblarlas en la medida de lo posible.
- El espesor del electrodo no deberá verse afectado después de la soldadura.
- La cinta de terminación deberá enrollarse uniformemente, sin forma evidente de torre, pliegues, deformaciones u otros defectos.
- El rollo de electrodo deberá tener identificación mediante código de color en las ubicaciones donde haya defectos de encintado, pestañas faltantes, puntos brillantes u otros defectos, para que los productos defectuosos puedan detectarse y retirarse manualmente.
Especificaciones de precisión de bobinado
La TOB-3270Y-26 garantiza las siguientes precisiones de alineación en condiciones normales de funcionamiento con materiales que cumplen las especificaciones anteriores:
| Parámetro | Precisión |
| Error de alineación del separador | ±0.3 mm |
| Error de alineación del electrodo | ±0,3 mm |
| Error de alineación de la altura de la celda | ±0,3 mm |
Características del equipo
- Las siguientes características son parte integral del diseño del TOB-3270Y-26 y contribuyen a su velocidad, precisión y facilidad de uso:
- El servomotor y el principio del divisor accionan la mesa giratoria para la indexación de estaciones; el posicionamiento es preciso y la velocidad de producción es alta.
- La aguja de bobinado adopta un método avanzado de extracción de un solo lado con doble media aguja, mejorando la velocidad de bobinado.
- El cambio de aguja es muy conveniente: la aguja puede reemplazarse y la producción normal puede reanudarse en cinco minutos.
- Todos los componentes de bobinado se han actualizado a una estructura de riel deslizante con coordinación de holguras.
- El equipo puede producir productos con un diámetro exterior de φ18–φ21 mm y un ancho de 30–65 mm; solo es necesario cambiar la pinza y ajustar los parámetros mediante la HMI; el cambio es conveniente.
- La interfaz hombre-máquina está montada sobre un riel deslizante para facilitar el repostaje, la operación y el acceso al mantenimiento.
- El cátodo, el ánodo y el separador se desenrollan automáticamente con corrección de desviación; la tensión se controla mediante válvulas proporcionales y puede ajustarse por segmentos.
- La detección de cortocircuitos se realiza mediante un mecanismo de prueba integrado que prueba y descarga la celda en un solo paso; buen contacto, baja tasa de errores de juicio; equipado con una cubierta protectora.
- Se utilizan la corrección integral y la detección del borde del material para la corrección de desviaciones; el diseño es racional, el juicio es preciso y la velocidad de corrección es rápida.
- Se instala un dispositivo de eliminación de polvo al final de la trayectoria de desenrollado del electrodo, antes de la estación de corte.
- La cinta de terminación se aplica mediante un método de pegado por rodillo, que resiste el plegado.
- Un brazo manipulador realiza la descarga; la transmisión por correa evita daños al núcleo del rollo de gelatina.
- La caja eléctrica está ubicada en el lado derecho de la bobinadora, por lo que no afecta al área de descarga ni al proceso posterior.
- El equipo cuenta con una interfaz amigable, operación sencilla y mantenimiento simple; las cubiertas protectoras están instaladas en todo el equipo.
 |
 |
Especificaciones técnicas completas
| Parámetro | Especificación |
| Dimensiones de la máquina (L × An × Al) | 2400 × 1500 × 2100 mm |
| Suministro eléctrico | CA monofásica 220 V, 50 Hz ± 5 % |
| Consumo de energía | Aprox. 10 kW |
| Peso | Aprox. 3000 kg |
| Suministro de aire | 5–7 kgf/cm² (aprox. 0,5–0,7 MPa), 100 L/min |
| Diámetro exterior adecuado de la celda | φ18–φ21 mm |
| Ancho adecuado del electrodo | 30–68 mm |
| Precisión de alineación de bobinado | ±0,3 mm (separador, electrodo, altura de la celda) |
| Sistema de control | PLC con pantalla táctil HMI deslizante |
| Tiempo de cambio de aguja | |
| Detección de cortocircuitos | Clasificación automática en línea de rechazos |
| Entorno | Sin gas, líquido corrosivo ni gas explosivo |
Defectos comunes de bobinado y resolución de problemas
| Defecto | Causa posible | Acción recomendada |
| Desalineación del jellyroll (desplazamiento del cátodo respecto al ánodo) | El sistema de corrección de desviación está fuera de calibración; el sensor de borde está sucio; o la curvatura del electrodo supera la especificación. | Calibre el sensor de borde. Limpie la lente del sensor. Compruebe la curvatura del electrodo entrante ( |
| Arrugas o plegado del separador | La tensión es demasiado baja o demasiado alta; el separador no está centrado; o la rugosidad de la superficie de la aguja. | Ajuste la tensión del separador a 150–250 g. Verifique que el rollo del separador esté centrado en el husillo de desenrollado. Pula o sustituya la aguja de bobinado si la superficie está desgastada. |
| La cinta de terminación no se adhiere o se pliega | Presión incorrecta de aplicación de la cinta; condiciones de almacenamiento de la cinta (demasiado seca o demasiado húmeda). | Compruebe el mecanismo de pasta de laminado para una presión uniforme. Asegúrese de que la cinta se almacene a la temperatura y humedad recomendadas. Aumente la superposición de pasta en 0,5 vueltas. |
| Jellyroll demasiado suelto o demasiado apretado (diámetro exterior fuera de tolerancia) | El perfil de tensión de bobinado no está optimizado; variación del grosor del electrodo. | Ajuste el perfil de tensión segmentado. Compruebe la uniformidad del grosor del electrodo; si la variación supera ±3 %, puede ser necesario realizar una inspección de los electrodos entrantes. |
| Alta tasa de rechazos por cortocircuito | Polvo o partículas metálicas en el electrodo; rebaba en el borde del electrodo cortado; eliminación de polvo insuficiente. | Limpie o sustituya el filtro del dispositivo de eliminación de polvo. Inspeccione la calidad del corte del electrodo para detectar rebabas. Aumente el nivel de vacío de eliminación de polvo. |
| La aguja es difícil de extraer o el jellyroll se daña durante la extracción | La superficie de la aguja está desgastada o contaminada; lubricación insuficiente; o el jellyroll está bobinado demasiado apretado. | Pula o sustituya la aguja. Aplique un lubricante seco ligero si es compatible con la química de la celda. Reduzca ligeramente la tensión final de bobinado. |
Preguntas frecuentes de ingeniería — Bobinado automático de celdas cilíndricas
P1: ¿Cuánto tiempo se tarda en cambiar del formato 21700 al formato 26650?
La TOB-3270Y-26 puede producir celdas con diámetros exteriores de φ18 mm a φ21 mm y anchos de 30 mm a 65 mm. Dentro de este rango, un cambio completo —incluido el intercambio del conjunto de clips, el ajuste o sustitución de la aguja de bobinado y la carga de la nueva receta— suele tardar menos de 30 minutos. La propia aguja puede sustituirse en menos de cinco minutos. Parámetros como el perfil de tensión, el número de vueltas y las desviaciones de alineación se almacenan en la memoria de recetas de la HMI y se recuperan instantáneamente.
P2: ¿Cuál es el rendimiento esperado en celdas por minuto?
El rendimiento depende del número de vueltas del diseño del jellyroll y de la velocidad de bobinado. Para una celda 21700 típica con un jellyroll compuesto por aproximadamente 20 vueltas (cátodo/ánodo/separador combinados) y una velocidad de bobinado de 100–150 rpm en la aguja, se puede alcanzar un rendimiento de 6–10 celdas por minuto. Contacte con TOB con su diseño específico de celda para un análisis detallado del tiempo de ciclo.
P3: ¿Puede esta máquina manejar tiras de electrodo con pestañas ya soldadas, o requiere una estación separada de soldadura de pestañas?
La máquina está diseñada para aceptar tiras de electrodo con pestañas pre-soldadas en la etapa de corte. Puede admitir hasta 2 pestañas por lámina de electrodo, y la longitud expuesta de la pestaña debe ser inferior a 25 mm. La máquina no suelda pestañas; la soldadura de pestañas es un proceso previo realizado en la tira de electrodo antes de enrollarla en un rollo para esta máquina.
P4: ¿En qué se diferencia el sistema integral de corrección de un sistema estándar de guía de borde?
Los sistemas estándar de guía de borde utilizan corrección proporcional: el rodillo guía se mueve una cantidad proporcional al error de borde detectado. La corrección integral suma el error a lo largo del tiempo (integración) a la señal de corrección, lo que permite al sistema eliminar un desplazamiento persistente que un sistema puramente proporcional toleraría. Esto es especialmente útil para corregir la deriva lenta que ocurre cuando un rollo de electrodo se desenrolla desde el diámetro completo hasta el diámetro del núcleo. El resultado es una alineación más precisa y uniforme en todo el rollo.
P5: ¿Es la máquina compatible con separadores recubiertos de cerámica?
Sí, la máquina puede manejar separadores dentro del rango de grosor especificado (0,015–0,030 mm). Los separadores recubiertos de cerámica tienden a ser ligeramente más gruesos y rígidos que los no recubiertos, lo que puede requerir un ligero aumento de la tensión del separador para mantener la planitud durante el bobinado. La tensión puede ajustarse mediante los ajustes de tensión segmentados de la HMI. El dispositivo de eliminación de polvo y el sistema de corrección de desviación también son eficaces con separadores recubiertos; sin embargo, asegúrese de que el recubrimiento esté bien adherido y no desprenda partículas que puedan contaminar la zona de bobinado.
¿Está listo para automatizar el bobinado de celdas cilíndricas y eliminar los defectos de alineación manual y cortocircuitos? Solicite una cotización para la TOB-3270Y-26, o contacte a nuestros ingenieros de automatización con el diámetro, ancho y capacidad de producción objetivo de sus celdas para obtener una propuesta técnica detallada y un estudio de integración de línea.
tob.amy@tobmachine.com | +86 181 2071 5609
También puede necesitar
- Máquina automática para fabricar electrodos de cátodo — Una línea totalmente integrada de recubrimiento, calandrado y corte longitudinal que produce tiras de electrodos de cátodo cortadas con precisión, listas para el bobinado automático de alta velocidad en la TOB-3270Y-26.
- Máquina de corte láser y bobinado de celdas cilíndricas — Una bobinadora automática y sistema combinado de corte longitudinal por láser que corta y bobina las pestañas de los electrodos en un proceso continuo único, eliminando la necesidad de rollos de electrodos precortados y mejorando la precisión de alineación de las pestañas.
- Máquina de bobinado semiautomática para celdas cilíndricas 50320 sin pestañas— Una bobinadora flexible asistida por operador diseñada específicamente para celdas cilíndricas grandes 50320 sin pestañas, ideal para pruebas a escala piloto o producción de menor volumen de paquetes cilíndricos de próxima generación.
Anterior:
Bobinadora semiautomática para celda cilíndricaPróxima:
Máquina de corte y bobinado láser de celda cilíndrica
Si está interesado en nuestros productos y desea conocer más detalles, deje un mensaje aquí, le responderemos lo antes posible.