- Página de inicio
- >
ensambladora de celdas de aluminio
- >
máquina de sellado láser de celda de carcasa de aluminio
- >
Máquina de soldadura láser para sellado de tapas superiores de celdas prismáticas y puertos de llenado
Categorías
Productos calientes








Loading...






Máquina de soldadura láser para sellado de tapas superiores de celdas prismáticas y puertos de llenado
Marca de fábrica:
TOB NEW ENERGYArtículo No.:
TOB-LW-SF3000orden (moq):
1Pago:
L/C,T/Torigen del producto:
ChinaPuerto de embarque:
XIAMEN
Máquina de soldadura láser para sellado de tapas superiores de celdas prismáticas y puertos de llenado
PRESUPUESTO
Esta máquina de soldadura láser TOB-LW-SF3000 para tapa superior de celda prismática y puerto de llenado es un componente esencial del ensamblaje de celdas prismáticas de iones de litio, responsable del sellado hermético final y permanente de la carcasa de la celda (de la tapa al contenedor) y del puerto de llenado de electrolito. Garantiza la integridad estructural, la seguridad, el rendimiento y la vida útil de la celda de batería terminada.
Sellado de la tapa superior:
Soldadura precisa de la tapa de la celda al cuerpo prismático de aleación de aluminio. Esto crea un sello hermético, hermético y con aislamiento eléctrico, esencial para la integridad, seguridad y rendimiento a largo plazo de la celda. Previene fugas de electrolito y la entrada de humedad o contaminantes.
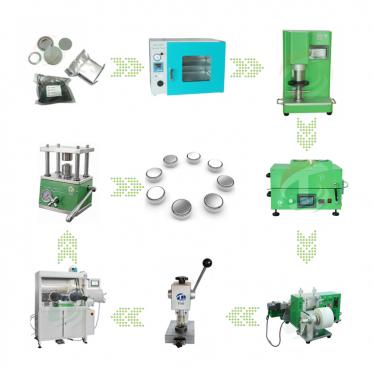
Carga manual del núcleo - sujeción de accesorios - presoldadura láser - soldadura completa - descarga manual del núcleo
Sellado del puerto de llenado:
Soldar el tapón del puerto de llenado de electrolito una vez completado el llenado. Esto sella permanentemente el orificio de llenado, manteniendo el ambiente interno y la presión de la celda.
Carga manual de núcleos - sujeción de accesorios - instalación manual de clavos de sellado - soldadura láser - inspección y descarga manual.
Especificaciones de adaptación: Batería prismática
|
Modelo de batería |
T(mm) |
Ancho (mm) |
Mmm) |
|
Cianotipo |
20-25 |
100 |
120 |
|
Compatible |
12-60 |
80-170 |
90-190 |
Requisitos técnicos de soldadura de tapa superior:
|
Funciones |
Requisitos técnicos |
|
Posicionamiento de la batería |
La colocación de la batería se realiza mediante sujeción con plantilla móvil y soldadura vertical. |
|
La soldadura de la batería se basa en la parte superior (superficie de la cubierta superior). |
|
|
Tolerancia de posicionamiento repetible del dispositivo de posicionamiento: ±0,02 mm (prueba de sujeción repetida del maestro), el espacio entre el maestro y la placa de sujeción después de la sujeción del dispositivo ≤ 0,04 mm. |
|
|
Al posicionar en diferentes ejes es necesario evitar que la fricción por deslizamiento entre el dispositivo de sujeción y la batería produzca defectos de apariencia. |
|
|
Los cilindros de posicionamiento y sujeción deben tener monitoreo de presión de aire y función de alarma, fluctuación de presión de aire ≤ 0,05 Mpa. |
|
|
La diferencia de altura entre la superficie superior del accesorio y la superficie superior de la cubierta: 1,5-2,0 mm. |
|
|
No se puede utilizar ningún material metálico en la zona de contacto con el núcleo eléctrico. |
|
|
Soldadura |
Gas protector de soplado coaxial (N2, pureza ≥ 99,99 %) para evitar la oxidación de la soldadura, caudal ajustable (resolución de 0,1 L/min), con funciones de monitorización de caudal y alarma. |
|
Cabezal láser de altura ajustable, resolución de visualización del valor de altura de 0,05 mm (para controlar el desplazamiento de altura) |
|
|
Cantidad de medición automática fuera de foco, alarma anormal, resolución ≤ 0,05 mm |
|
|
Láser de punto anular, 2KW + 1KW, diámetro de línea > 100um/600um, equipado con enfriador, cabezal de soldadura láser y láser de fibra de transmisión. Fluctuaciones de potencia ≤ 3%, linealidad de potencia ≥ 0,99 |
|
|
Tolerancia de alineación de repetición de dirección X/Y/Z del cabezal láser ± 0,02 mm, velocidad de soldadura del cabezal láser ≥ 70 mm/s, amplitud de fluctuación del movimiento de soldadura del cabezal láser ≤ 0,05 mm, fluctuaciones de velocidad de soldadura de esquina ≤ 10 mm/s, desviación de trayectoria: ± 0,05 mm |
|
|
Ángulo de soldadura láser ajustable, la soldadura láser se puede utilizar con una desviación láser de 5 a 13 °. |
|
|
Profundidad de soldadura efectiva 0,5-1,2 mm, ancho de fusión 0,8-1,4 mm; |
|
|
Pre-soldadura antes de la soldadura completa (con función de compresión), 6-8 juntas soldadas |
|
|
Presión de la costura de soldadura ≥ 1,1 MPa; requisitos de repetibilidad de alineación láser: ± 0,04 mm; el proceso de soldadura y el proceso de transporte no pueden dañar la superficie de la carcasa de aluminio ni las piezas de plástico de las columnas del poste de la cubierta superior. |
|
|
Productos de soldadura para la carcasa de aluminio, espesor de pared de la carcasa de 0,4-0,8 mm, apariencia de soldadura y marcas de soldadura internas suaves y brillantes, transición suave con el material base, sin soldadura, sin fugas de soldadura, sin sobresoldadura, sin inclusiones, sin agujeros de aire, sin puntos de estallido |
|
|
Manipulación de salpicaduras y humos de soldadura |
Función de eliminación de polvo autónoma |
|
Equipado con dispositivo de gas protector de soldadura, flujo, ángulo y distancia ajustables (flujo rastreable). |
|
|
La sección transversal del cabezal de inyección no se extiende más de 5 mm desde el puerto de succión de polvo. |
|
|
Equipado con máquina de eliminación de polvo, el extremo del puerto de succión de polvo tiene una velocidad del viento de ≥ 15 m/s; estación de soldadura con mecanismo de protección contra escoria de soldadura, sin residuos de escoria de soldadura en la superficie de la carcasa de aluminio. |
|
|
Instalación de válvulas reguladoras en la tubería de succión de polvo, con el fin de ajustar el volumen de aire, la velocidad del viento, mientras que el uso de tuberías de acero inoxidable |
|
|
La tubería de absorción de polvo debe instalarse con un medidor de presión de viento, que pueda monitorear la presión del viento en tiempo real, y el medidor de presión de viento debe estar asociado con el programa de control del equipo para lograr la función de parada y alarma cuando la presión del viento es demasiado alta o demasiado baja. |
|
|
Retirada de la cubierta protectora |
La cubierta protectora y la superficie de la cubierta superior encajan perfectamente durante el proceso de soldadura |
|
Evita que la parte plástica del polo se queme durante el proceso de soldadura; evita que la superficie de la batería se contamine con salpicaduras de soldadura; no deja residuos de hollín visibles. |
|
|
Cambio de producto |
La soldadura de la cubierta superior y la soldadura de clavos de sellado están integradas en una sola máquina, el tiempo de cambio de accesorios para diferentes modelos es ≤30 min, fácil de desmontar e instalar, y el cambio de productos no afecta la precisión de posicionamiento de los accesorios y la vida útil de la máquina. |
Requisitos técnicos para la soldadura del puerto de llenado:
|
Funciones |
Requisitos técnicos |
|
Posicionamiento de la batería |
Cilindro hasta la placa de referencia, límite mecánico, la fijación es un mecanismo de resorte; |
|
La parte inferior de la placa de referencia está rociada con teflón de 0,1 ~ 0,3 mm para garantizar el aislamiento del contacto con la batería. |
|
|
Precisión de fijación ≤ 0,1 mm |
|
|
Tolerancia de alineación de la batería después del posicionamiento: ±0,5 mm. |
|
|
La dirección de altura de la cubierta superior de la batería como referencia de posicionamiento |
|
|
Soldadura del puerto de llenado |
Con sistema CCD para capturar la posición del clavo de sellado, precisión del sistema de captura y posicionamiento de ≤ ± 0,03 mm, detección automática de resolución de enfoque: ≤ 0,02 mm |
|
Pre-soldadura: sujeción automática de la batería en el dispositivo de posición de soldadura, y mediante el posicionamiento, pre-soldadura, pre-soldadura, pre-soldadura de cuatro puntos cuadrantes (de los que se puede prescindir según el proceso) |
|
|
Después de completar la pre-soldadura, se realiza la soldadura completa. |
|
|
Ángulo de soldadura láser ajustable, se puede utilizar una deflexión láser de 5 a 13° durante la soldadura láser |
|
|
Proceso de soldadura con menos salpicaduras, buena apariencia de soldadura, profundidad de soldadura de más de 0,5 mm, diámetro del punto (ancho del baño de fusión) de más de 0,95 mm, velocidad de soldadura: ≥ 6 mm / s |
|
|
Presión de la costura de soldadura ≥ 1,1 Mpa |
|
|
Posicionamiento del motor, desplazamiento de soldadura ≤ 0,05 mm |
|
|
Aspecto suave de las uniones soldadas, sin rebabas, puntos negros, cráteres, etc. La zona afectada por el calor de la soldadura es pequeña, la temperatura a 2 mm de la soldadura es inferior a 80 ℃. |
|
|
Soldadura con cubierta protectora para proteger la batería de salpicaduras de soldadura; los accesorios de la estación de soldadura están diseñados de forma independiente para garantizar la consistencia de cada elevación |
|
|
Extracción en tiempo real del humo generado durante el proceso de soldadura, equipado con máquina de eliminación de polvo, el uso de tuberías de acero inoxidable, el extremo del puerto de succión de polvo velocidad del viento ≥ 10 m / s |
|
|
Estabilidad del movimiento del cabezal láser: rango de velocidad de movimiento, amplitud de vibración del cabezal láser (eje X/Y/Z) ≤ 0,05 mm; repetibilidad de la alineación del cabezal láser (eje X/Y) ≤ 0,05 mm; monitoreo en tiempo real de la distancia focal de soldadura y compensación del valor medido con el eje Z de soldadura |
|
|
La soldadura de la cubierta superior y la soldadura de clavos de sellado están integradas en una sola máquina, el tiempo de cambio de accesorios para diferentes tipos de productos es ≤30 min, es fácil de desmontar e instalar, y el cambio de productos no afecta la precisión de posicionamiento de los accesorios y la vida útil de la máquina. |
Módulo de función de soldadura del puerto de llenado de soldadura de la tapa superior
Cuerpo de la máquina
① Función: Llevar a cabo cada unidad de trabajo en este equipo, etc.;
② Partes principales: marco cuadrado, cubierta, interfaz hombre-máquina, etc.
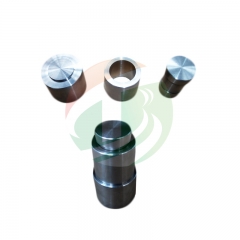
Módulo de fijación de presoldadura láser
① Función: Posicionamiento en la dirección de longitud, ancho y altura del núcleo;
② Partes principales: accesorios de posicionamiento, etc.
Módulo de fijación de soldadura láser completo
① Función: Posicionamiento en la dirección de longitud, ancho y altura del núcleo;
② Partes principales: accesorios de posicionamiento, etc.
Módulo de soldadura láser
① Función: enfoque láser, medición fuera de foco, soldadura y soplado de gas protector, el mecanismo de movimiento arrastra el cabezal láser para escanear la pista de soldadura y se puede mostrar en tiempo real a través de la pantalla de seguimiento del dispositivo del sistema de captura CCD;
② Componentes principales: láser de 2KW + 1KW y enfriador de soporte, plataforma de movimiento de tres ejes, cabezal láser, etc.
Después de la eliminación de polvo, se requiere soldar la cubierta superior del módulo de eliminación de polvo al vacío y sellar los clavos.
EXHIBICIÓN DEL PRODUCTO

|

|

|

|

|

|
Explorar más Máquina de ensamblaje de células prismáticas
Correo electrónico : tob.amy@tobmachine.com
Skype: amywangbest86
WhatsApp/Número de teléfono: +86 181 2071 5609
Anterior:
Máquina de sellado de bolas de acero al vacío para caja de celdas prismáticasPróxima:
Sistema de soldadura láser para sellado de células prismáticas
Si está interesado en nuestros productos y desea conocer más detalles, deje un mensaje aquí, le responderemos lo antes posible.