

- Página de inicio
- >
Noticias
- >
Proceso de recubrimiento de baterías de litio
Categorías
Productos calientes







Proceso de recubrimiento de baterías de litio
Jan 25,2024El recubrimiento de la pieza de electrodo generalmente se refiere a un proceso en el que la suspensión agitada uniformemente se recubre uniformemente sobre el colector de corriente y el disolvente orgánico de la suspensión se seca. El efecto del recubrimiento tiene un impacto importante en la capacidad de la batería, la resistencia interna, el ciclo de vida y la seguridad, y garantiza que la pieza polar esté recubierta uniformemente. La selección de métodos de recubrimiento y parámetros de control tienen un impacto importante en el rendimiento de las baterías de iones de litio, que se manifiestan principalmente en:
1) Control de la temperatura de secado del recubrimiento: si la temperatura de secado es demasiado baja durante el recubrimiento, no puede garantizar que la pieza polar esté completamente seca; si la temperatura es demasiado alta, puede deberse a que el solvente orgánico dentro de la pieza polar se evapora demasiado rápido. y el revestimiento superficial de la pieza polar se agrieta y se cae;
2) Densidad de la superficie del recubrimiento: si la densidad de la superficie del recubrimiento es demasiado pequeña, es posible que la capacidad de la batería no alcance la capacidad nominal, si la densidad de la superficie del recubrimiento es demasiado grande, es fácil causar desperdicio de lotes y si la capacidad del electrodo positivo es excesiva en casos graves, se formarán dendritas de litio debido a la precipitación del litio para perforar el separador de la batería y provocar un cortocircuito, lo que provocará posibles riesgos para la seguridad;
3) Tamaño del recubrimiento: El tamaño del recubrimiento es demasiado pequeño o demasiado grande puede causar que el electrodo positivo dentro de la batería no quede completamente envuelto por el electrodo negativo; durante el proceso de carga, los iones de litio se incrustan desde el electrodo positivo y se mueven hacia el electrolito. que no está completamente envuelto por el electrodo negativo, la capacidad real del electrodo positivo no se puede aprovechar de manera eficiente y, en casos graves, se formarán dendritas de litio dentro de la batería, lo que es fácil de perforar el separador y causar el circuito interno de la batería;
4) Espesor del recubrimiento: si el espesor del recubrimiento es demasiado fino o demasiado grueso, tendrá un impacto en el proceso de laminado del electrodo posterior y no se puede garantizar la consistencia del rendimiento de la pieza del electrodo de la batería.
Selección de equipos de recubrimiento y proceso de recubrimiento.
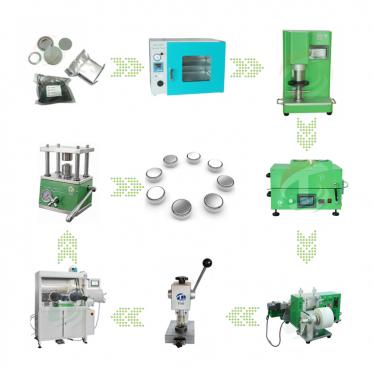
El proceso de recubrimiento en un sentido amplio incluye: desenrollado → empalme → control de tensión → lengüetas de tracción → recubrimiento → secado → guiado → control de tensión → guiado → bobinado y otros procesos. El proceso de recubrimiento es complejo y hay muchos factores que afectan el efecto del recubrimiento, tales como: la precisión de fabricación del equipo de recubrimiento, la suavidad del funcionamiento del equipo, el control de la tensión dinámica en el proceso de recubrimiento, el tamaño del El volumen de aire en el proceso de secado y la curva de control de temperatura afectarán el efecto del recubrimiento, por lo que es extremadamente importante elegir el proceso de recubrimiento adecuado.
Generalmente, la selección del método de recubrimiento debe considerarse a partir de los siguientes aspectos, que incluyen: el número de capas a recubrir, el espesor del recubrimiento húmedo, las propiedades reológicas de la solución de recubrimiento, la precisión requerida del recubrimiento, el soporte del recubrimiento o sustrato, la velocidad de recubrimiento, etc.
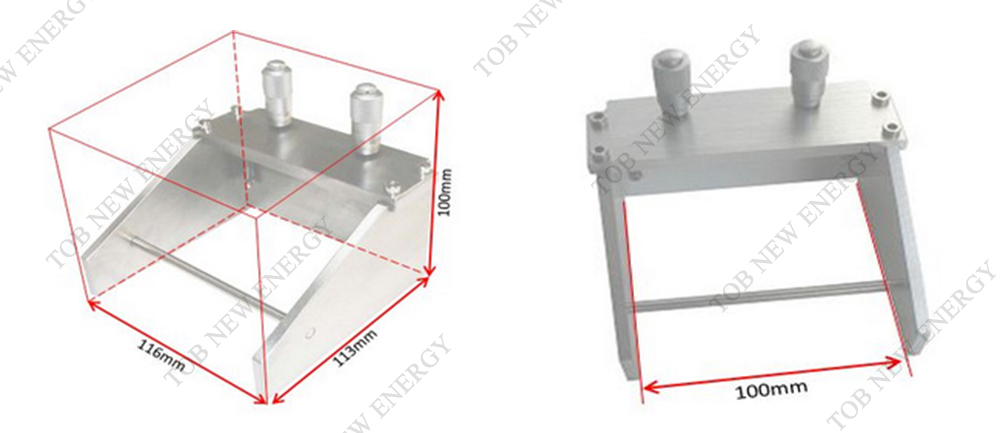
Además de los factores anteriores, también es necesario combinar las condiciones y características específicas del revestimiento de la pieza polar. Las características del recubrimiento de la pieza polar de la batería de iones de litio son: (1) recubrimiento de una sola cara de doble cara; (2) El recubrimiento húmedo en suspensión es más grueso (100 ~ 300 μm); (3) La suspensión es un fluido no newtoniano de alta viscosidad; (4) La precisión del recubrimiento de la pieza polar es alta, similar a la del recubrimiento de película; (5) El cuerpo de soporte del revestimiento es una lámina de aluminio y una lámina de cobre con un espesor de 10 ~ 20 μm; (6) En comparación con la velocidad de recubrimiento de la película, la velocidad de recubrimiento del electrodo no es alta. En resumen, los equipos de laboratorio generales suelen utilizar el tipo raspador, las baterías de iones de litio de consumo utilizan principalmente el tipo de transferencia por rodillo y las baterías eléctricas utilizan principalmente el método de extrusión por hendidura.
Recubrimiento raspador: el sustrato de lámina pasa a través del rodillo de recubrimiento y está en contacto directo con el canal de lodo, el exceso de lodo se recubre sobre el sustrato de lámina, cuando el sustrato pasa entre el rodillo de recubrimiento y el raspador, el espacio entre el raspador y el El sustrato determina el espesor del recubrimiento y, al mismo tiempo, el exceso de lechada se raspa y se hace refluir, y así se forma un recubrimiento uniforme sobre la superficie del sustrato. El tipo de raspador es principalmente un raspador de coma. El raspador de coma es uno de los componentes clave en el cabezal de recubrimiento, generalmente en la superficie del rodillo redondo a lo largo de la barra colectora para formar un borde cortante en forma de coma, este tipo de raspador tiene alta resistencia y dureza, fácil de controlar la cantidad de recubrimiento. y precisión del recubrimiento, adecuado para alto contenido de sólidos y alta viscosidad de la suspensión.
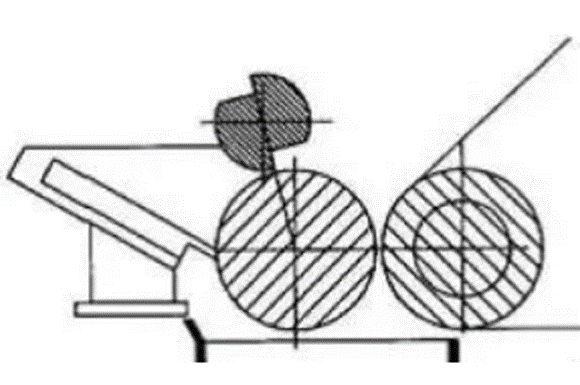
Tipo de transferencia de recubrimiento por rodillo: el rodillo de recubrimiento gira para impulsar la lechada, ajusta la cantidad de transferencia de lechada a través del espacio del raspador de coma y utiliza la rotación del rodillo posterior y el rodillo de recubrimiento para transferir la lechada al sustrato. El recubrimiento por transferencia de rodillo consiste en dos procesos básicos:
(1) el rodillo de recubrimiento gira para impulsar la lechada a través del espacio del rodillo dosificador para formar una capa de lechada de cierto espesor;
(2) El rodillo de recubrimiento y el rodillo posterior hacen girar la capa de lechada de un cierto espesor en direcciones opuestas, y la lechada se transfiere a la lámina para formar un recubrimiento.
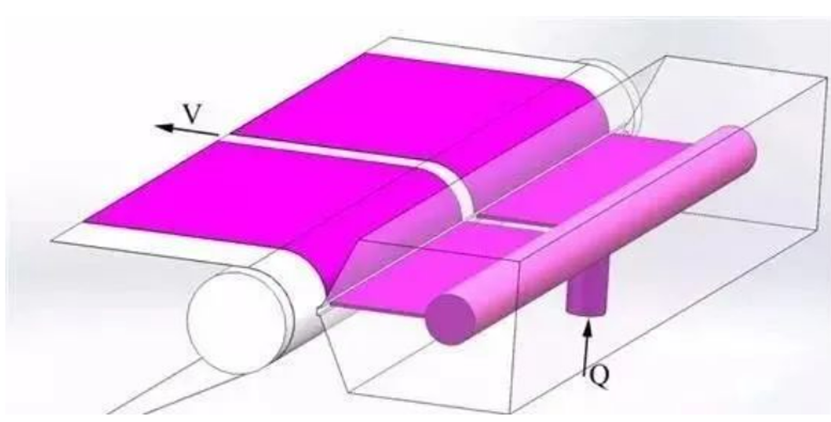
Recubrimiento por extrusión en hendidura: como tecnología de recubrimiento húmedo de precisión, el principio de funcionamiento es que el líquido de recubrimiento se extruye y se rocía a lo largo del espacio del molde de recubrimiento bajo una cierta presión y caudal y se transfiere al sustrato. En comparación con otros métodos de recubrimiento, tiene muchas ventajas, como velocidad de recubrimiento rápida, alta precisión y espesor húmedo uniforme; El sistema de recubrimiento está cerrado, lo que puede evitar que entren contaminantes durante el proceso de recubrimiento, la tasa de utilización de la lechada es alta, las propiedades de la lechada se pueden mantener estables y se puede realizar un recubrimiento multicapa al mismo tiempo. También puede adaptarse a diferentes rangos de viscosidad de lodo y contenido de sólidos, y tiene una mayor adaptabilidad en comparación con el proceso de recubrimiento por transferencia.
Skype: amywangbest86
Whatsapp/Número de teléfono: +86 181 2071 5609
Anterior :
Aviso de vacaciones del Año Nuevo Chino 2024Próxima :
Pestañas de batería de litio
