- Página de inicio
- >
preparación de electrodos
- >
soldador de lengüeta de batería
- >
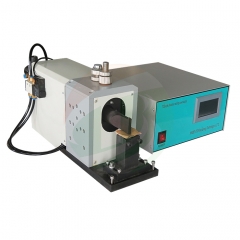
Máquina de soldadura ultrasónica de metales de 20 kHz para soldadura de electrodos de batería y lengüetas multicapa.
Categorías
Productos calientes








Loading...




Máquina de soldadura ultrasónica de metales de 20 kHz para soldadura de electrodos de batería y lengüetas multicapa.
Marca de fábrica:
TOB NEW ENERGYArtículo No.:
TOB-20K-1500Worden (moq):
1setPago:
L/C,T/Torigen del producto:
ChinaPuerto de embarque:
XIAMEN
Máquina de soldadura ultrasónica de metales TOB-20K-1500W de 20 kHz para soldadura de electrodos de batería y lengüetas multicapa
Descripción general del producto y aplicaciones ideales
Una máquina de soldadura ultrasónica de metales utiliza energía vibratoria de alta frecuencia para unir piezas metálicas delgadas sin fundir el material base. La TOB-20K-1500W genera oscilaciones mecánicas de 20 kHz mediante un transductor piezoeléctrico, amplifica el desplazamiento a través de un amplificador y una bocina, y suministra la energía a la interfaz de soldadura bajo presión neumática controlada. La acción de raspado de alta frecuencia en las superficies de contacto rompe las capas de óxido y crea una unión sólida. A diferencia de la soldadura por resistencia o láser, la soldadura ultrasónica no produce salpicaduras, ni fusión masiva, ni zona afectada por el calor, ventajas cruciales al soldar láminas ultrafinas para baterías que se perforarían con otros métodos.
El sistema se basa en un generador ultrasónico totalmente digital de origen alemán, que proporciona un seguimiento inteligente de la frecuencia, una salida de amplitud constante que compensa las fluctuaciones de la tensión de red y modos de soldadura seleccionables, incluyendo el modo de energía, el modo de tiempo y el modo de tiempo inteligente. El cabezal de soldadura utiliza acero rápido importado (Yishengbai, grado Bohler-Uddeholm) con dos caras utilizables independientes, cada una con un patrón microtexturizado diseñado para sujetar y unir láminas de aluminio y cobre de tan solo 0,012 mm de espesor sin que se rompan. Una interfaz de pantalla táctil de alta definición almacena más de 100 registros de soldadura, admite servicios personalizados en la nube para el seguimiento de la OEE y el diagnóstico remoto, y proporciona protección de alarma en tiempo real contra sobretensión, sobrecorriente, sobretemperatura y sobrecarga de soldadura.
Ideal para:
- Líneas de producción de baterías de iones de litio que sueldan pestañas de aluminio para el cátodo (lámina de 0,012 mm a pestaña de 0,2–0,5 mm) y pestañas de cobre para el ánodo (lámina de 0,008–0,012 mm a pestaña de cobre niquelado de 0,2–0,4 mm).
- Ensamblaje de celdas tipo bolsa: soldadura por laminación multicapa (10-45 capas), soldadura en mariposa y uniones de transición de aluminio a níquel.
- Fabricación de celdas cilíndricas: soldadura de un solo punto de la tapa a la tira de aluminio, soldadura de la carcasa inferior de aluminio a la cinta compuesta de aluminio-níquel.
- Aplicaciones en el cableado de automóviles, la interconexión de paneles solares, el sellado de tubos de cobre y la soldadura de placas de vidrio para paneles solares que requieren una unión sólida limpia y que rompa la oxidación.
- Cualquier entorno de producción que sustituya la soldadura por resistencia, que consume muchos materiales, o la soldadura láser por puntos, que es lenta, por un proceso ultrasónico rápido, repetible y que permite generar documentación.

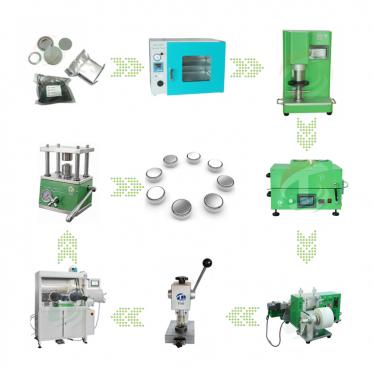
¿Dónde encaja la soldadura ultrasónica en el ensamblaje de celdas de batería?
La soldadura ultrasónica se realiza durante la etapa de ensamblaje de celdas en la fabricación de baterías de iones de litio, después del recubrimiento y corte o perforación de los electrodos, y antes del llenado con electrolito. Para una celda cilíndrica (por ejemplo, 18650 o 21700), la lengüeta del cátodo de aluminio se suelda al borde de la lámina sin recubrimiento o a una tira colectora de corriente, y la lengüeta del ánodo de cobre niquelado se suelda de manera similar. Luego, la tapa de la celda se une a la tira de aluminio con un pulso ultrasónico puntual. Para celdas tipo bolsa, varias capas de láminas de cátodo o ánodo se agrupan y se sueldan a una sola lengüeta más gruesa mediante una soldadura de laminación multicapa, generalmente de 10 a 45 capas, dependiendo de la capacidad de la celda y la longitud de soldadura específica.
La soldadura debe cumplir simultáneamente tres exigentes requisitos: una resistencia de unión similar a la del material base, ausencia de perforación o adelgazamiento de la lámina que crearía un punto de alta resistencia o un punto débil mecánico, y un tiempo de ciclo de soldadura inferior a un segundo para ajustarse al ritmo de producción. El TOB-20K-1500W logra esto mediante energía ultrasónica aplicada con precisión, que rompe las tenaces películas de óxido en las superficies de aluminio y cobre, manteniendo la temperatura del material base muy por debajo del punto de fusión.
Mejores prácticas de procesos extraídas de entornos de producción reales:
- Preparación de la superficie: El papel de aluminio se oxida en cuestión de minutos al exponerse al aire. Limpie la superficie del papel de aluminio con alcohol isopropílico anhidro inmediatamente antes de colocarlo en el dispositivo de soldadura. No utilice estropajos abrasivos, ya que eliminan material y generan residuos que pueden incrustarse en la interfaz de soldadura.
- Alineación entre el cuerno y el yunque: El patrón del cuerno superior (línea recta o patrón de cuadrícula tipo "arroz") debe hacer contacto total con la pila de pestañas, y el patrón del yunque inferior (malla o reticulado) debe sostener la lámina inferior sin inclinarse. Incluso una desalineación angular de 0,05 mm puede producir una unión parcial que pasa la inspección visual, pero falla durante el ciclo de formación de celdas.
- Intervalo de limpieza de la superficie de la bocina: Después de aproximadamente 500 a 1000 soldaduras en aluminio, el metal transferido puede comenzar a adherirse a la superficie de la bocina. Limpie con un cepillo de latón suave o un accesorio de limpieza específico. Nunca utilice herramientas de acero, ya que los arañazos se convierten en puntos de concentración de tensión y provocan el agrietamiento prematuro de la bocina.
- Optimización de la presión: El cilindro neumático (AIRTAC SDA63×20, diámetro de 63 mm, carrera de 20 mm) proporciona una presión de trabajo de hasta 6 kg/cm². Para láminas de aluminio de 0,012 mm, comience con 2–3 kg/cm². Para pilas de bolsas multicapa (más de 20 capas), lo habitual es de 4–5 kg/cm². Una presión excesiva aplana la microestructura de la lámina y, paradójicamente, reduce la resistencia de la unión; una presión insuficiente permite el deslizamiento y el agarrotamiento de la superficie. La presión óptima se indica cuando el borde de la sección de soldadura se hunde entre 1 y 5 mm por debajo de su plano original.


Soldadura ultrasónica de alambre de cobre y tiras de níquel.
Cómo funciona el sistema de soldadura ultrasónica TOB-20K-1500W
Conversión y suministro de energía: El sistema comienza con el generador ultrasónico, una unidad digital de 1500 W con módulos de potencia IGBT y un circuito de oscilación de excitación independiente. Este convierte la corriente alterna de 50/60 Hz en una señal eléctrica de 20 kHz controlada con precisión. Esta señal acciona un transductor piezoeléctrico (tipo oblea de German Tech, modelo X20) ubicado en el cabezal de soldadura, que transforma las oscilaciones eléctricas en vibraciones mecánicas de la misma frecuencia.
La vibración mecánica pasa a través de un amplificador (bocina de amplitud variable, modelo Y20) que amplifica el desplazamiento hasta una amplitud de medio ciclo útil de 20 a 40 µm. El movimiento amplificado llega a la bocina de soldadura, mecanizada a partir de acero rápido importado (material Yishengbai), que transmite la fuerza de corte oscilatoria directamente al conjunto de metal sujeto entre la bocina y el yunque inferior.
El proceso de soldadura (paso a paso)
- Fase de compresión (0,02–10 s, programable): El cilindro neumático baja el cabezal de soldadura. La bocina entra en contacto con la pieza superior y genera presión hasta el valor establecido. El sistema de guías lineales (deslizadores lineales SY, carrera de 20 mm) garantiza un descenso vertical y sin oscilaciones, independientemente de la velocidad de ajuste. Las velocidades de ascenso y descenso se pueden ajustar de forma independiente para un posicionamiento preciso.
- Pulso ultrasónico (0,01–2,0 s): Con la presión estabilizada, el generador aplica el pulso ultrasónico. La superficie del cuerno se desplaza lateralmente contra la capa superior del metal a 20 000 ciclos por segundo, mientras que las capas inferiores permanecen estacionarias contra el yunque. Este movimiento diferencial genera calor por fricción localizado y una intensa deformación plástica específicamente en las interfaces. Las películas de óxido —la barrera que impide la soldadura por fusión convencional— se fragmentan y dispersan en el interior del material, dejando al descubierto metal limpio. Bajo la influencia combinada de la difusión atómica y el flujo plástico, se forma un enlace metalúrgico en estado sólido. El proceso no funde el metal en su conjunto; en cambio, el ablandamiento del metal en la interfaz permite la penetración característica capa por capa sin ennegrecimiento ni perforación.
- Fase de mantenimiento (varios segundos): Tras cesar la energía ultrasónica, se mantiene brevemente la presión neumática para permitir que la unión se consolide y solidifique bajo compresión, formando una unión robusta a nivel molecular. La resistencia de la soldadura se aproxima a la del material original.
- Retorno: La electroválvula (AIRTAC 24V210-10) descarga el cilindro y la culata se retrae a la posición inicial, lista para la siguiente pieza.
Control inteligente que diferencia a esta máquina de las soldadoras más sencillas.
- Seguimiento automático de frecuencia (±20 Hz, rango de búsqueda 19.0000–21.0000 Hz): Durante la producción continua, el transductor y la bocina se calientan, lo que provoca una variación en su frecuencia de resonancia mecánica. El generador detecta continuamente esta variación y se sincroniza con la nueva resonancia en tiempo real sin intervención manual. Tras un cambio o rectificado de la bocina, el sistema realiza un autodiagnóstico al encenderse y se sincroniza automáticamente con la nueva resonancia, evitando la tediosa sintonización manual, un proceso que aún requieren muchas máquinas de la competencia.
- Función de amplitud constante: Cuando la tensión de la red eléctrica fluctúa entre 215 V y 238 V, el generador compensa automáticamente la tensión de salida para que la amplitud de la bocina se mantenga constante. Esto garantiza que la centésima soldadura de un turno sea idéntica a la primera, independientemente de las variaciones de la tensión en la fábrica.
- Terminación multimodo: El modo de energía detiene el pulso cuando se alcanza un valor Joule preestablecido (ideal para soldaduras gruesas entre pestañas donde se debe controlar el aporte total de calor). El modo de tiempo se ejecuta durante un tiempo fijo (ideal para soldadura repetitiva de un solo punto a alta velocidad). El modo de tiempo inteligente analiza la retroalimentación ultrasónica en tiempo real, identifica el momento de la unión interfacial completa y finaliza el pulso, maximizando la resistencia y evitando vibraciones excesivas que podrían fatigar la lámina.
- Amplitud segmentable (del 1 % al 100 % en intervalos de 0 a 100 ms): Para láminas ultrafinas delicadas, puede programar un acoplamiento inicial suave a baja amplitud, seguido de un aumento gradual hasta la amplitud máxima para la unión y, finalmente, una disminución progresiva. «La máquina funciona exactamente como usted desea», una frase que nuestros ingenieros utilizan con los clientes.
Ventajas de ingeniería clave para la soldadura de pestañas y láminas de baterías
- Sistema ultrasónico digital de origen alemán con control automático de frecuencia. El transductor utiliza cristales piezoeléctricos de German Tech, combinados con un generador totalmente digital basado en módulos IGBT y un circuito de oscilación de excitación independiente. Esta arquitectura proporciona una conversión de potencia inherentemente estable y de bajo ruido. A diferencia de los generadores analógicos que requieren ajuste manual de frecuencia y se desajustan con la temperatura, el sistema TOB se autocalibra al arrancar y realiza un seguimiento continuo de la resonancia durante el funcionamiento. El resultado práctico: tras sustituir una bocina o rectificar una superficie desgastada, la máquina se sincroniza con la nueva resonancia en segundos sin necesidad de ajustes por parte del operador, una capacidad que a menudo falta en los sistemas de la competencia, que en su lugar recurren a un procedimiento de "búsqueda" manual similar al de sintonizar una radio antigua.
- Penetración capa por capa sin perforación ni ennegrecimiento La combinación de un control preciso de la amplitud (20–40 µm de semiciclo), presión ajustable (0,3–6 kg/cm²) y resolución temporal (hasta 0,01 s) permite una verdadera unión capa por capa a través de toda la pila de láminas. La especificación requiere explícitamente "sin ennegrecimiento", lo que significa que la interfaz de soldadura permanece libre de óxido y el metal no alcanza la temperatura de oxidación. Para una pila de aluminio de 20 capas soldada a una pestaña de 0,4 mm, cada capa se une individualmente y la lámina más externa permanece estructuralmente intacta. Esto impacta directamente en la fiabilidad de la celda: una soldadura parcialmente quemada puede pasar el control de calidad inicial pero desarrollar alta resistencia durante el ciclo.
- Tres modos de soldadura para mayor flexibilidad de proceso. El generador ofrece modo de energía, modo de tiempo y modo de tiempo inteligente, cada uno adaptado a diferentes geometrías de unión. El modo de energía destaca en soldaduras gruesas de múltiples pestañas, donde el aporte total de calor determina la calidad. El modo de tiempo es ideal para soldadura repetitiva de un solo punto a alta velocidad en líneas celulares cilíndricas. El modo de tiempo inteligente, exclusivo de este generador, monitoriza el colapso de las interfaces en tiempo real y finaliza automáticamente el pulso cuando se alcanza la unión óptima, independientemente de las ligeras variaciones en el espesor de la lámina o el estado de la superficie. Este modo es particularmente eficaz para uniones de metales diferentes (Al-a-Ni), donde una energía o un tiempo fijos pueden provocar una soldadura insuficiente en el lado del níquel o una soldadura excesiva en el lado del aluminio.
- Amplitud segmentable: 1 %–100 % dentro de una ventana de 100 ms. Esta función proporciona a los ingenieros de procesos un control muy preciso sobre el perfil de soldadura. Para láminas de aluminio extremadamente frágiles de 0,012 mm, la amplitud puede comenzar en 20 % durante los primeros 10 ms (para establecer contacto sin desgarrar), aumentar hasta 80 % durante los siguientes 40 ms (para romper óxidos y comenzar la unión) y mantenerse en 60 % durante los 50 ms restantes (para consolidar sin sobrecalentar). Una soldadora de amplitud fija simplemente no puede lograr este nivel de control, y la diferencia es visible tanto en la sección transversal de la soldadura como en los datos de la prueba de tracción.
- Almacenamiento de más de 100 registros de soldadura con registro de datos en la nube. La interfaz de pantalla táctil almacena más de 100 conjuntos de parámetros e historiales de soldadura, cada uno con información sobre amplitud, energía, tiempo y alarmas. Los servicios personalizados en la nube permiten la monitorización remota de la Eficiencia General de los Equipos (OEE), alertas de fallos y trazabilidad para auditorías de calidad. Cuando un cliente del sector automotriz necesita demostrar que cada soldadura en un lote específico se realizó dentro de las especificaciones, estos datos se pueden recuperar de inmediato.
- Diseño mecánico robusto para más de 100 000 soldaduras. La bocina de soldadura está fabricada con acero rápido importado (Yishengbai, grado Bohler-Uddeholm) y cuenta con dos caras utilizables independientes, lo que duplica el intervalo de servicio. El yunque utiliza un patrón de malla optimizado para sujetar láminas delgadas sin cortarlas. El sistema de guía lineal (marca SY, dos juegos de deslizadores lineales, tamaño nominal de 20 mm) y el actuador neumático (cilindro AIRTAC SDA63×20 con válvula solenoide AIRTAC 24V210-10) están especificados para ciclos de trabajo industriales. La vida útil general del equipo es de 8 a 10 años, respaldada por una garantía de un año en todos los componentes principales (transductor, amplificador, bocina, placa base, transformador de salida, procesador de chip de la empresa estadounidense ID, cables), con la única excepción del desgaste de la cara y la base de la bocina.
- Sistemas de protección integrales. El generador supervisa continuamente: tensión de alimentación (rango de funcionamiento de 215 a 238 V, con compensación automática dentro de este rango), sobrecorriente (protección IGBT), sobretemperatura (apagado automático del transistor de potencia interno a 60 °C), frecuencia de red inestable (compensación automática) y sobrecarga de soldadura (retroalimentación de señal que evita daños al transductor y la bocina). El rendimiento EMI/EMC se clasifica como "fuerte capacidad antiinterferencias", lo cual es importante cuando la soldadora opera cerca de variadores de motor u otros componentes electrónicos de potencia en una línea de producción de baterías.

Especificaciones técnicas completas
Generador ultrasónico y sistema de control
|
Parámetro |
Especificación |
|
Frecuencia |
20 kHz, rango de seguimiento automático ±20 Hz, rango de búsqueda de pantalla 19,0000–21,0000 Hz |
|
Fuerza |
1500 W (seleccionable) 1000 W) |
|
Control de frecuencia |
Ajustable integrado, totalmente digital |
|
Etapa de potencia |
Módulos IGBT, circuito de oscilación de excitación independiente |
|
Control de amplitud |
Ajustable sin escalonamientos, del 1 % al 100 %, segmentable dentro de una ventana de 0 a 100 ms. |
|
Función de amplitud constante |
Sí, compensa las fluctuaciones de la tensión de red dentro del rango de 215–238 V. |
|
Modos de soldadura |
Modo de energía, modo de tiempo, modo de tiempo inteligente (seleccionable) |
|
Rango de tiempo de soldadura |
0,01–2,0 s |
|
Rango de tiempo de compresión |
0,02–10 s (programable) |
|
Rango de ajuste de tiempo (general) |
0–60 s |
|
Almacenamiento de parámetros |
Sí, con recuperación personalizable; >100 registros de soldadura |
|
Servicio en la nube |
Personalizable |
|
Controlador |
Basado en microprocesador (chipset de la compañía estadounidense ID) |
|
Protecciones |
Sobretensión (banda de 215–238 V), sobrecorriente, sobrecarga, sobretemperatura (autoprotección a 60 °C), autocompensación de frecuencia de red inestable, retroalimentación de señal de sobrecarga de soldadura |
|
EMI/EMC |
Fuerte capacidad antiinterferencias |
|
Pantalla |
Pantalla táctil de alta definición con interfaz gráfica intuitiva. |
|
Mostrar |
Pantalla dual: temperatura programada y temperatura medida. |
|
Dimensiones del generador |
Aprox. 360 mm × 340 mm × 150 mm |
|
Tensión de alimentación |
220 V CA, 50/60 Hz |
Cabezal de soldadura, transductor y sistema neumático
|
Parámetro |
Especificación |
|
Transductor |
Modelo X20, alemán T obleas piezoeléctricas de ech |
|
Tolerancia de coincidencia del transductor |
Diferencia de frecuencia ≤400 Hz, diferencia de impedancia ≤4 Ω, diferencia de capacitancia ≤400 pF |
|
Resistencia de aislamiento del transductor (a la carcasa) |
≥30 MΩ |
|
Refuerzo |
Modelo Y20 |
|
material de cuerno |
Acero rápido importado (Yishengbai, grado Bohler-Uddeholm) |
|
longitud del cuerno |
≥130 mm |
|
Número de caras de cuerno utilizables |
2 |
|
Instrucciones de instalación de la bocina |
Transversal (horizontal) |
|
Patrón de cara de cuerno |
Cuerno superior: patrón de líneas rectas o entrecruzadas ("arroz"); Yunque inferior: patrón de malla |
|
Altura del punto de soldadura (profundidad del patrón) |
0,8 mm (ajustable según el proceso de producción) |
|
Altura de la superficie de soldadura desde el cuerno |
>5 mm (ajustable según la altura del producto) |
|
Rango de amplitud ajustable |
Semiciclo 20–40 µm |
|
Movimiento vertical de cabeza |
Control de guía lineal de 20 mm (carrera del cilindro) |
|
Velocidad de ascenso/descenso de la cabeza |
Ajustable, controlado con precisión |
|
Control de posición superior/inferior |
Posicionamiento preciso |
|
Cilindro |
AIRTAC SDA63×20, diámetro 63 mm × carrera 20 mm |
|
Válvula solenoide |
AIRTAC 24V210-10 |
|
Guía lineal |
Marca SY, deslizador lineal 20, 2 juegos |
|
Presión de trabajo |
0,3–6 kg/cm² (mín. 0,3, máx. 6 kg/cm²) |
|
Suministro de aire de entrada |
Aire comprimido seco, 7–8 kg/cm² (bar) |
|
Entrada de aire |
Conexión rápida, Ø8 mm |
|
vida cara de cuerno |
≥100 000 soldaduras |
Materiales y configuraciones de celdas aplicables
|
Solicitud |
Especificación |
|
Sustrato del cátodo (lámina colectora de corriente) |
Papel de aluminio, espesor 0,012 mm |
|
Material de la pestaña del cátodo |
Alumniu pestaña m, espesor 0,2–0,5 mm |
|
Sustrato del ánodo (lámina colectora de corriente) |
Lámina de cobre, espesor 0,008–0,012 mm |
|
Material de la pestaña del ánodo |
Pestaña de cobre niquelado/níquel, espesor 0,2–0,4 mm |
|
Celda tipo bolsa máx. capas laminadas |
Entre 10 y 45 capas (dependiendo de la longitud de la soldadura) |
|
Longitud del punto de soldadura |
20 mm (personalizable) |
|
Ancho del punto de soldadura |
3 mm (personalizable) |
|
Modo de soldadura para pestañas |
Transversal (en sentido transversal; personalizable) |
|
Requisitos de calidad de soldadura |
Sin penetración de soldadura, sin soldaduras faltantes, unión firme, penetración capa por capa, sin ennegrecimiento. |
|
Tiempo de ciclo de soldadura |
En 1 segundo |
|
Número de puntos de soldadura |
Diseñado según el proceso de soldadura |
|
Tipo de soldadura |
Punto único |
Dimensiones y peso de la máquina
|
Artículo |
Dimensiones / Peso |
|
Dimensiones generales |
Aprox. 900 mm × 600 mm × 750 mm |
|
Dimensiones de la cabeza |
Aprox. 500 mm × 310 mm × 620 mm |
|
Dimensiones del armario del generador |
Aprox. 360 mm × 3 40 mm × 150 mm |
|
Dimensiones del embalaje |
Aprox. 1000 mm × 600 mm × 800 mm |
|
Peso total |
Aprox. 50 kg |
Lista de componentes y repuestos
|
No. |
Asamblea |
Componente |
Especificaciones / Modelo |
Fabricante |
Cantidad |
Garantía |
|
1 |
Cable |
Cable de alta frecuencia |
– |
– |
1 unidad |
1 año |
|
2 |
Cable |
Cable de alta frecuencia |
– |
– |
1 unidad |
1 año |
|
3 |
Cable |
Cable de control de salida |
Multinúcleo |
– |
1 unidad |
1 año |
|
4 |
Sistema de vibración |
Transductor |
X20 |
Tecnología alemana (oblea) |
1 unidad |
1 año |
|
5 |
Sistema de vibración |
Amplificador (bocina de amplitud variable) |
Año 20 |
– |
1 unidad |
1 año |
|
6 |
Sistema de vibración |
Bocina de soldar |
20 |
Material importado de Yishengbai |
1 unidad de cada uno (positivo/negativo) |
1 año (sin incluir el desgaste) |
|
7 |
Sistema de vibración |
Placa de brida |
– |
– |
1 juego |
1 año |
|
9 |
Caja de control |
Placa principal |
– |
– |
1 unidad |
1 año |
|
10 |
Caja de control |
Transformador de salida |
– |
– |
1 unidad |
1 año |
|
12 |
Caja de control |
Procesador de chips |
– |
Compañía de identificación estadounidense |
1 juego |
1 año |
|
13 |
Artículos fijos |
Manguito de ajuste de la matriz superior |
– |
– |
– |
– |
|
14 |
Artículos fijos |
Base |
– |
– |
1 juego |
1 año (sin incluir el desgaste) |
|
15 |
Marco |
Estructura de la máquina |
HY |
– |
1 juego |
1 año |
|
16 |
Marco |
Guía lineal |
Deslizador lineal 20 |
SY |
2 juegos |
1 año |
|
17 |
Marco |
Cilindro |
SDA63×20 |
AIRTAC |
1 juego |
1 año |
|
18 |
Marco |
Válvula solenoide |
24V210-10 |
AIRTAC |
1 juego |
1 año |


Defectos comunes en la soldadura ultrasónica y solución práctica de problemas
Los siguientes problemas se encuentran regularmente en la soldadura de pestañas de baterías. La tabla explica cómo las características del TOB-20K-1500W ayudan directamente al diagnóstico. ver y resolver cada uno.
|
Problema |
Posible causa |
Cómo ayuda TOB-20K-1500W / Acción recomendada |
|
Unión débil / baja resistencia a la tracción (se despega fácilmente) |
Energía insuficiente, amplitud demasiado baja o capa de óxido no completamente rota. |
Incremente el punto de ajuste de energía en pequeños incrementos (5 J). Verifique que la amplitud sea de al menos 70-80 % para el aluminio. Asegúrese de que las láminas se hayan limpiado con alcohol isopropílico antes de soldar. La función de amplitud constante garantiza que la amplitud establecida se suministre realmente independientemente de las fluctuaciones de la red eléctrica. |
|
Perforación o quemado de la lámina (penetración de soldadura) |
Energía demasiado alta, amplitud excesiva en relación con el espesor de la lámina o presión demasiado baja que provoca deslizamiento y sobrecalentamiento localizado. |
Reduzca la energía o active el modo de tiempo inteligente, que finaliza automáticamente al completarse la unión. Aumente la presión neumática a 3–4 kg/cm² para mejorar el acoplamiento. Compruebe el paralelismo entre la bocina y el yunque. La especificación exige que no haya penetración de soldadura. |
|
Aluminio adherido a la superficie del cuerno / transferencia de metal |
Amplitud insuficiente que provoca fricción por deslizamiento en lugar de unión, o tiempo de soldadura excesivo a baja amplitud. |
Limpie la superficie de la trompa con un cepillo de latón suave. Aumente ligeramente la amplitud y reduzca el tiempo. La función de amplitud segmentable permite un acoplamiento inicial suave para evitar el desgaste. |
|
La calidad de la soldadura se degrada a lo largo de un turno de producción. |
El calentamiento de la bocina provoca una deriva de frecuencia; o bien, el patrón de la superficie de la bocina se desgasta por debajo de la profundidad efectiva. |
Verifique que el seguimiento automático de frecuencia esté activado (siempre lo está por defecto en este sistema; no se requiere intervención manual). Si la profundidad del patrón de la bocina es inferior a 0,5 mm, gire a la segunda cara utilizable o vuelva a rectificar. Controle la temperatura del transductor; el sistema mantiene la temperatura del grupo de vibración al nivel mínimo posible. |
|
Chirrido fuerte o ruido anormal durante la soldadura |
Desajuste de resonancia, junta mecánica suelta en el conjunto de vibración o pieza que no está firmemente apoyada sobre el yunque. |
Apriete todas las conexiones mecánicas (bocina, amplificador, transductor) al par especificado. Asegúrese de que la pieza esté completamente plana sobre el yunque. Ejecute la búsqueda automática de frecuencia del sistema una vez. La estructura de oscilación de excitación independiente es inherentemente más estable que los diseños autoexcitados, evitando así el funcionamiento fuera de resonancia. |
|
Alarma de sobrecarga del generador |
Sobrecorriente debida a un transductor dañado, una bocina agrietada o una geometría de la pieza extrema. |
Compruebe la resistencia de aislamiento del transductor; la especificación exige ≥30 MΩ a la carcasa. Inspeccione la bocina en busca de microfisuras con un líquido penetrante. La retroalimentación de la señal de protección contra sobrecarga evita daños catastróficos y proporciona un código de error para un diagnóstico rápido. |
|
Calidad de soldadura inconsistente entre turnos |
Diferentes operadores configuran diferentes parámetros o hay variaciones en la tensión de la red eléctrica. |
Guarde la receta validada en la memoria de parámetros (>100 registros). Bloquee la receta para evitar modificaciones no autorizadas. El sistema de protección de voltaje compensa automáticamente las variaciones de alimentación entre 215 V y 238 V, de modo que la potencia y la frecuencia de salida no se vean afectadas. |
Parámetros de soldadura recomendados para uniones comunes de baterías
Estas recetas iniciales se desarrollaron utilizando una TOB-20K-1500W con un patrón estándar de cuerno superior en línea recta y un yunque de malla. Todas asumen una limpieza adecuada de la lámina con IPA y una temperatura ambiente de 20 a 30 °C. Ajústelas según su material específico, proveedor de lámina y velocidad de producción.
|
Tipo de articulación |
Apilamiento de materiales |
Modo de soldadura |
Energía / Tiempo |
Amplitud |
Presión |
Notas |
|
Una sola pestaña de Al a una lámina de Al (cátodo) |
Pestaña de Al de 0,3 mm + 1 capa de lámina de Al de 0,012 mm |
Energía |
50–70 J |
80 % |
2,5–3,0 kg/cm² |
Utilice un patrón de cuernos en línea recta para evitar el desgarro de la lámina. Punto de soldadura estándar de 20 mm × 3 mm. |
|
Lengüeta única de Cu chapada en níquel a lámina de Cu (ánodo) |
Pestaña Ni‑Cu 0,2 mm + 1 capa de lámina Cu 0,010 mm |
Energía |
80–100 J |
85 % |
3,0 kg/cm² |
El cobre requiere más energía que el aluminio. Asegúrese de que la pestaña esté niquelada, no de cobre desnudo. |
|
Pestaña de bolsa multicapa (20 capas de aluminio) |
20 capas de lámina de aluminio de 0,012 mm + lengüeta de aluminio de 0,4 mm |
Tiempo |
0,6–0,8 s |
90 por ciento |
4,0–5,0 kg/cm² |
Prealinee la pila de láminas en un soporte. Utilice un punto de soldadura más largo (20 mm) para distribuir la energía entre todas las capas. |
|
Pestaña de bolsa multicapa (45 capas de aluminio, especificación máxima) |
45 capas de lámina de aluminio de 0,012 mm + lengüeta de aluminio de 0,5 mm |
Tiempo |
0,8–1,0 s |
95 % |
5,0–6,0 kg/cm² |
Número máximo de capas por especificación. Aumente la presión hasta el límite superior. La calidad de la soldadura depende de su longitud; las soldaduras más largas distribuyen mejor la energía. |
|
Soldadura de mariposa (celda de bolsa de aluminio a níquel) |
Pestaña de Al de 0,3 mm → Pestaña de Ni de 0,3 mm |
Tiempo inteligente |
– |
80 % |
3,5 kg/cm² |
El modo inteligente es ideal para metales diferentes, ya que evita el sobrecalentamiento del lado del níquel al tiempo que garantiza una unión completa con el lado del aluminio. |
|
Tapa cilíndrica para tira de aluminio (punto único) |
Tapa de aluminio + tira de aluminio de 0,3 mm |
Energía |
30–50 J |
75 % |
3,0 kg/cm² |
El tamaño del punto de soldadura debe coincidir con el área de contacto de la tapa; mantenga el tiempo de soldadura por debajo de 0,3 s para evitar la acumulación de calor en la tapa. |
|
Sellado de tubo de cobre |
Tubo de cobre Ø6–12 mm |
Tiempo |
0,4–0,6 s |
90 por ciento |
4,0 kg/cm² |
Asegúrese de que los extremos de los tubos estén libres de aceite de corte. La soldadura debe ser hermética. |
Nota sobre parámetros clave: El porcentaje de amplitud se refiere al ajuste de salida del generador, no al desplazamiento absoluto de la bocina. Con una amplitud del 100 %, el desplazamiento de medio ciclo es de aproximadamente 40 µm. Para láminas delicadas, nunca comience con una amplitud superior al 80 %. La especificación indica que la presión óptima produce una hendidura de 1 a 5 mm en el borde de la sección de soldadura; utilice este indicador visual para la configuración inicial.
¿Por qué elegir la soldadora ultrasónica TOB-20K-1500W en lugar de una soldadora ultrasónica genérica? Una comparación directa.
|
Característica |
TOB-20K-1500W |
Soldadora ultrasónica típica de bajo costo de 20 kHz |
|
Tecnología de generadores |
IGBT totalmente digital de origen alemán con circuito de oscilación de excitación independiente |
A menudo, oscilación autoexcitada analógica o digital básica. |
|
Control de frecuencia |
Seguimiento automático (±20 Hz), autocalibración al encender; no requiere ajuste manual incluso después de cambiar la bocina. |
Puede requerir búsqueda manual de frecuencia ("como sintonizar una radio antigua") después de cada reemplazo de bocina. |
|
Regulación de amplitud |
Sin escalones 1–100 %, segmentable w dentro de una ventana de 0 a 100 ms |
A menudo, de 3 a 5 pasos fijos, sin capacidad de segmentación. |
|
Amplitud constante |
Sí, el generador compensa la tensión de salida por las fluctuaciones de la red eléctrica (215–238 V). |
No, la amplitud de la soldadura varía con los cambios de voltaje de fábrica. |
|
Modos de soldadura |
Energía, tiempo, tiempo inteligente (seleccionable) |
Normalmente solo tiempo o solo energía |
|
Coincidencia del transductor |
Conjuntos emparejados de fábrica: diferencia de frecuencia ≤400 Hz, diferencia de impedancia ≤4 Ω, diferencia de capacitancia ≤400 pF |
A menudo, las piezas no encajan bien, lo que provoca golpes y roturas prematuras de los cuernos. |
|
Registro de datos |
Más de 100 registros de soldadura, compatible con la nube, alarma de fallos con historial. |
Pantalla básica, sin almacenamiento de datos o solo memoria de la última soldadura. |
|
Guía neumática y lineal |
Cilindro (SDA63×20) y solenoide (24V210-10) de la marca AIRTAC, deslizadores lineales SY |
Componentes genéricos sin marca con ajuste de carrera limitado. |
|
Material y vida del cuerno |
Acero rápido Yishengbai importado, 2 caras útiles, ≥100 000 soldaduras por cara. |
Acero para herramientas de menor calidad, a menudo de una sola cara, vida útil más corta |
|
Control de velocidad de ascenso/descenso |
Ajustable, controlado con precisión |
A menudo, velocidad fija o válvula de mariposa simple. |
|
Precisión de posicionamiento |
Control preciso de la posición superior/inferior |
Parada mecánica básica |
|
EMI/EMC |
Fuerte inmunidad a las interferencias, estable cerca de variadores de motor e inversores. |
Puede ser susceptible a generar ruido eléctrico en la fábrica o provocarlo. |
|
Sistemas de protección |
Sobretensión, sobrecorriente, sobrecarga, sobretemperatura (60 °C), compensación de frecuencia de red, retroalimentación de sobrecarga de soldadura |
Normalmente solo se trata de una protección básica contra sobrecargas. |
|
Diseña tu vida |
8-10 años |
Normalmente de 3 a 5 años |
|
Garantía y soporte |
Garantía de 1 año en los componentes principales (transductor, amplificador, bocina excepto desgaste, placa base, procesador de chip, cables), soporte técnico de por vida. |
A menudo, entre 6 y 12 meses con soporte limitado del distribuidor. |
¿Por qué las líneas de fabricación de baterías cambian a este sistema? Las razones más frecuentes que citan los clientes para actualizarse al TOB-20K-1500W son: fuerza de tracción inconsistente entre turnos de producción debido a una regulación deficiente de la amplitud del generador; la frustración de ajustar manualmente la frecuencia cada mañana o después de cada cambio de bocina; falla prematura de la bocina en herramientas blandas; y la incapacidad de proporcionar datos de trazabilidad de soldadura durante las auditorías de clientes del sector automotriz. El sistema TOB aborda cada uno de estos problemas directamente: el generador digital alemán y el seguimiento automático de frecuencia eliminan las conjeturas en la configuración, la función de amplitud constante estabiliza la calidad ante fluctuaciones de voltaje, la bocina de acero de alta velocidad con dos caras extiende los intervalos de servicio y la memoria de más de 100 registros proporciona la documentación que requieren los sistemas de calidad. Como nos dijo un gerente de producción: "Antes, la soldadura era el cuello de botella porque siempre estábamos ajustando algo. Ahora, cargamos la receta y la primera soldadura pasa la prueba de tracción, siempre, en todos los turnos".
Preguntas frecuentes de ingeniería: Soldadura ultrasónica de metales para la producción de baterías.
P1: ¿Puede la TOB-20K-1500W soldar cobre directamente al aluminio, o es necesario utilizar cobre niquelado?
La soldadura ultrasónica permite unir aluminio con cobre desnudo, y la unión resultante es mecánicamente resistente. Sin embargo, en una celda de iones de litio, cualquier exposición al vapor del electrolito o a la humedad residual crea un par galvánico entre el aluminio y el cobre, lo que provoca corrosión en la unión durante la vida útil de la celda. Por este motivo, la industria de las baterías suele utilizar lengüetas de cobre niquelado para unir láminas o tiras de aluminio. La capa de níquel actúa como barrera. La máquina suelda con igual eficacia tanto cobre desnudo con aluminio como cobre niquelado con aluminio; la elección depende exclusivamente del diseño de la celda y del entorno de servicio previsto.
P2: ¿Con qué frecuencia se debe inspeccionar el cuerno de soldadura y cuál es el procedimiento cuando el patrón se desgasta?
En la soldadura de producción de láminas de aluminio de 0,012 mm a velocidades de ciclo típicas, el patrón de la cara del cuerno (textura de líneas rectas o entrecruzadas) se mantiene efectivo durante aproximadamente 50 000 a 100 000 soldaduras por cara, dependiendo de la dureza del material y los ajustes de presión. Recomendamos inspeccionar la profundidad del patrón con un medidor de profundidad simple cada 10 000 soldaduras. Cuando la profundidad del patrón disminuya por debajo de aproximadamente 0,5 mm, gire el cuerno a la segunda cara utilizable. Cuando ambas caras estén desgastadas, el cuerno se puede volver a rectificar para restaurar la textura original. TOB puede recomendar un servicio de rectificado certificado. La especificación indica que la vida útil de la cara del cuerno es de ≥100 000 soldaduras; esto supone un uso adecuado con el rango de presión recomendado y una limpieza regular para evitar la acumulación de aluminio.
P3: ¿Cambia la calidad de la soldadura cuando la temperatura ambiente de la fábrica varía del invierno al verano (por ejemplo, de 10 °C a 35 °C)?
El seguimiento digital de frecuencia compensa en gran medida los cambios de resonancia inducidos por la temperatura en el transductor y la bocina. El transductor es un resonador mecánico, y su frecuencia natural varía ligeramente con la temperatura, pero el generador se vuelve a sincronizar con la nueva resonancia en cada ciclo dentro de su rango de seguimiento de ±20 Hz; no se requiere ajuste manual. Los sellos del sistema neumático (AIRTAC) están diseñados para rangos de temperatura industriales. Para un arranque en frío un lunes por la mañana a 10 °C, es recomendable realizar aproximadamente cinco soldaduras de prueba sobre una lámina de desecho. Esto permite que el transductor, el amplificador y la bocina alcancen una temperatura de funcionamiento estable. La temperatura del grupo de vibración se mantiene en el punto mínimo durante el funcionamiento normal gracias al control inteligente de frecuencia, lo que contribuye a una calidad de soldadura uniforme en diversas condiciones ambientales.
P4: ¿Se pueden ajustar de forma independiente las velocidades de ascenso y descenso del cabezal de soldadura, y por qué es importante esto?
Sí, las velocidades de ascenso y descenso del cabezal de soldadura se pueden ajustar de forma independiente y precisa mediante los controles de flujo neumático. Esto es importante en la producción, ya que la velocidad de aproximación debe ser lo suficientemente rápida para cumplir con el tiempo de ciclo objetivo (la soldadura total debe completarse en 1 segundo según la especificación), pero el descenso final sobre la pieza de trabajo debe ser lo suficientemente lento para evitar daños por impacto en las láminas ultrafinas. Las velocidades ajustables, combinadas con el posicionamiento superior e inferior preciso y el sistema de guía lineal, permiten programar una aproximación rápida hasta un punto justo encima de la pila, seguida de un descenso final suave bajo presión controlada, maximizando así tanto el rendimiento como la integridad de la lámina.
P5: ¿Es el sistema adecuado para soldar en un ambiente seco o en una caja de guantes?
El cabezal de soldadura y los componentes neumáticos pueden funcionar en un entorno de sala seca con baja humedad (punto de rocío de hasta aproximadamente -40 °C, típico para el ensamblaje de celdas de iones de litio). El armario eléctrico no está homologado para su integración en una caja de guantes, pero la unidad principal puede ubicarse dentro de una sala seca grande o un recinto a medida. Los cables de control (2 cables de alta frecuencia y 1 cable de control de salida multipolar) tienen una longitud estándar de 1 m y pueden extenderse con cables de longitud personalizada si el generador debe ubicarse fuera del entorno controlado. Para requisitos de personalización, póngase en contacto con TOB.
¿Necesita una receta de soldadura validada para su aplicación específica de celda tipo bolsa multicapa o con lengüeta? Solicite el paquete completo de especificaciones TOB-20K-1500W y una hoja de parámetros de partida a nuestros ingenieros de procesos de unión.
tob.amy@tobmachine.com | +86 181 2071 5609
Anterior:
Máquina automática de fabricación de electrodos de cátodo de batería de litioPróxima:
Máquina de soldadura ultrasónica de laminación de metales
Si está interesado en nuestros productos y desea conocer más detalles, deje un mensaje aquí, le responderemos lo antes posible.